着色标准操作程序
时间:2014-08-15 09:10:43 来源:
本操作程序及后附的操作流程图旨在帮助操作人员尽快熟悉并掌握设备的操作。
本操作程序仅适用于着色工序1-8号 OFC-52,9-12号国产昱品光纤着色机的操作。
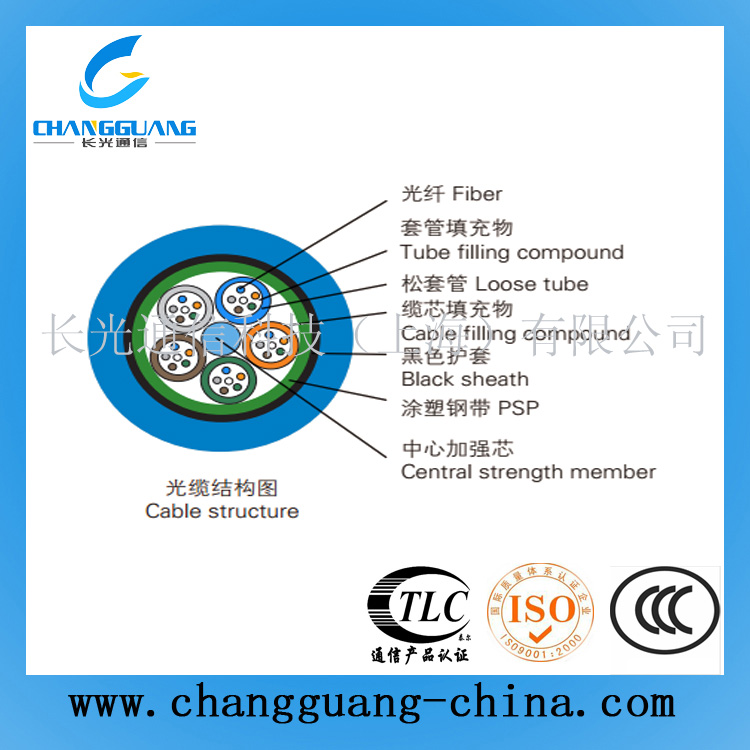
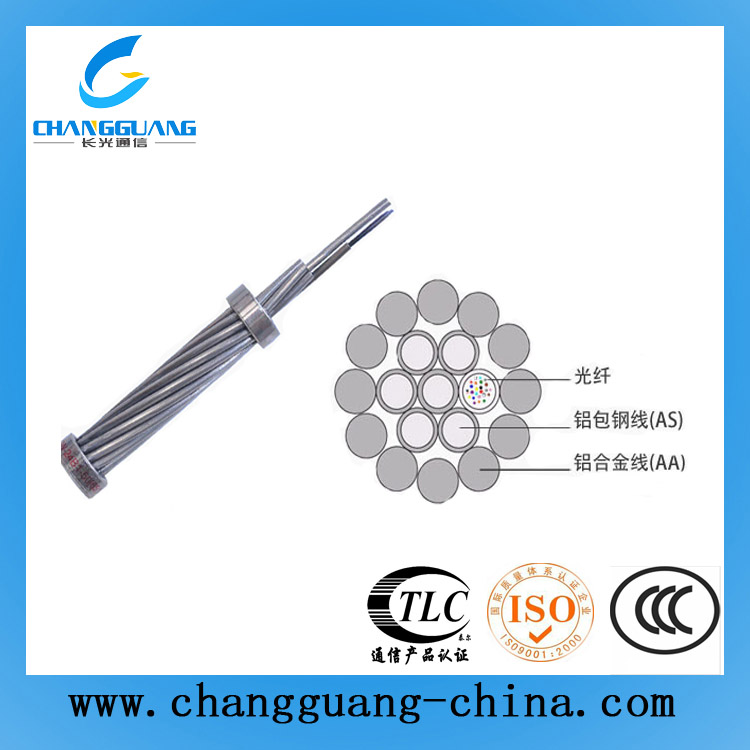
本操作程序包含了从设备开机到生产完毕这期间详细的操作说明。OPGW光缆
仅有持有相关设备上岗证的人员或在持有相关设备上岗证人员的指导下才能操作使用该设备。
目 录
1 开机……………………………………………………..3
2 生产前的准备…………………………………………..3
3 穿线启车……………………………………………....4
4 生产过程中的操作……………………………………..5
5 生产结束………………………………………………..5
附:操作流程图…………………………………………….6
1 开机
打开设备总电源,CO1-CO5需再按操作面板的(Line ON/OFF)键,启动设备,消除报警,复位,CO9-CO12需要在(画面3)中设置工作模式为着色,固化炉工作状态为(固化炉on)。
2 生产前的准备
2.1 查看上个班的生产记录,了解生产、设备等基本情况。
2.2 每班接班后将设备上光纤生产完后,立刻停机,用牙刷(不能用硬物)蘸酒精擦拭光纤路邮,特别是导轮、牵引轮及皮带、除静电装置(即每12小时清洁一次)。
2.3 更换石英管(每班接班后将设备上光纤生产完后立刻更换)
2.3.1 关掉风机及UV灯;
2.3.2 拔掉氮气输送管、抽风管及负压管;
2.3.3 取下UV灯外灯箱;
2.3.4 取下脏石英管;
(注意:小心手指不要被石英管划伤)
2.3.5 用绸布沾上玻璃清洗剂或酒精擦拭外灯箱反射罩(9-12号还需要擦拭内 反射罩)及待用石英管,检查反射罩片,尽量使反射罩片之间没有间隙
2.3.6 换上擦拭干净的石英管,并检查是否上牢靠;
2.3.7 装上外灯箱(1-8号机要特别注意屏蔽网);
2.3.8 插回氮气输送管、抽风管及负压管;
2.3.9 合上风机及打开UV灯。
(注意:1.在换上干净石英管后应仔细检查石英管是否上牢靠,密封是否良 好,否则会影响光纤的固化质量
2.1-8号机每12小时清洁外反射罩,FCT每120小时会清洗屏蔽网和内反射罩;9-12号机每12小时清洁内外反射罩
3.在清洁时不能用硬物)
2.4 更换颜料
2.4.1 CO1-CO5
2.4.1.1 拔掉颜料罐与机器相连的压缩空气插头、真空插头及液位传感器 插头;
2.4.1.2 将颜料罐取下到机器背后的颜料更换区;
2.4.1.3 如需换色,则选择需着颜色的颜料罐;
2.4.1.4 打开颜料罐盖,取出旧颜料,并盖好颜料瓶盖;
2.4.1.5 放入搅拌合格的新颜料,合上颜料罐盖子;
2.4.1.6 将颜料罐装上机器的颜料罐座上,插上压缩空气插头、真空插头及液位传感器插头。
2.4.2 CO6-CO12
2.4.2.1 打开颜料罐盖;
2.4.2.2 将罐身取下到颜料更换区;
2.4.2.3 取出旧颜料,盖好颜料瓶盖;
2.4.2.4 如需换色,应先清洗设备的颜料管道:往罐身中加入干净丙酮溶液,将罐身装上机器颜料座上,盖上盖子,用容器接住颜料管接头,反复点击面板的(ink purge)键,进行清洗,完后将罐内及容器内的脏丙酮倒入回收罐中;
2.4.2.5 往罐身中放入搅拌合格的新颜料;
2.4.2.6 将罐身装上机器颜料座上,锁紧盖子。
(注意:在操作前需戴上一次性手套,以免颜料或丙酮接触到皮肤)
2.5 安装模具:将清洗完的入口、出口模放在显微镜下观察,如不干净,则放回清洗机重新清洗。如干净,则缠好生料带并组装模具,然后将其以入口模朝上的方向竖直放入模座中,并连接颜料管接头。如发现口径不圆,请立刻通知工程师进行更换,根据目前模具的磨损情况,特规定每6个月(即每年的1月和7月),检查模具尺寸大小,方法如下:将每个模具在7就#机生产使用,根据在线测试显示的大小来判断,凡大于0.255的都需要通知工程师更换。
2.6 上光纤和收线盘
2.6.1 填写随收线盘具的生产信息小标签(注意,只能填写当前需要生产的光纤信息即只能填写一张),上面需要填写的信息有:颜色,光纤种类,生产人,衰减,长度,机器号,备注等7项,其中的长度和备注栏以及生产纪录的长度只能在生产完后填写,衰减需要中检测试完后填写;
2.6.2 选择待着色本纤并将ID号填写在生产记录上,然后将原始ID号标签撕下粘贴在待收盘具上(收线盘具上原有的标识要清理干净),同时将表示光纤类型的标识贴好(G655,406等光纤) ;
2.6.3 然后将本纤放在放线架上,取下保护罩,并用锁定器固定好;
2.6.4 9-12号将收线盘具上好并用锁定器固定后,按操作面板的收线快排按钮,机器自动扫描盘具宽度;1-8号可以在穿光纤时再上收线盘。
(注意:操作人员必须通过保护罩来拿取及搬运光纤)
2.7 调整工艺参数:包括初始位置、墨水最小/最大压力、速度、盘具宽度、内外盘边距、设置长度、排线节距及工作状态;然后清零、复位。
3 穿线启车
3.1 穿线
3.1.1 CO1-CO5
3.1.1.1 按(jog)键后开始穿线;
3.1.1.2 光纤依次经过传感器、放线导轮、模具、UV灯、牵引(当光纤到达牵引时,将长度清零)、收线导轮,最后到达收线盘处;
3.1.1.3 按(stop)键停止穿线;
3.1.1.4 将光纤端头固定在收线盘上;
3.1.1.5 将收线盘上到收线架上,并用锁定器固定好。
(注意:由于CO1-CO5无自动清零功能,所以穿线至牵引轮处,应手动将长度清零)
3.1.2 CO6-CO8
3.1.2.1 按(threading)键后开始穿线;
3.1.2.2 光纤依次经过传感器、放线导轮、模具、UV灯、牵引、收线导轮,最后到达收线盘处;
3.1.2.3 按机器上的(threading)按钮,机器停止穿线,并自动清零复位;
3.1.2.4 将光纤端头固定在收线盘上;
3.1.2.5 将收线盘上到收线架上,并用锁定器固定好;
3.1.2.6 关上防护门。
3.1.3 CO9-CO12
3.1.3.1 手动拨光纤盘放出一定长度的光纤,穿纤经过导轮,模具,UV 系统,牵引到收线盘;
3.1.3.2 将光纤从收线盘具斜口处穿出,用胶带将光纤固定,注意: 一定要固定好,避免由于未粘牢固而引起下工序的质量故障。
3.2 充墨水,启车生产。
3.2.1 CO1-C03:将面板参数(ink purge)设置成(on),按(start)键充墨水15s后再按(start)键启车,调整速度参数至生产速度。
3.2.2 CO4-CO5: 按(purge on/off)键充墨水10s后,双击(start)键启车。
3.2.3 CO6-CO8: 按(start)键,自动充墨水并启车。
3.2.4 CO9-CO12:按(油墨气阀点动)键充墨水,并用手拨动光纤看油墨是否已 充到模具里,再按(启动)键,然后按操作屏幕上的(降速)键为(升速),(低速)键为(高速)。
4 生产过程中的操作
4.1生产过程中,头几层的排线最为关键,注意观察,必要时可以微调内外盘边 距,并进行排线及着色连续性项目的自检;
4.2 排线确定后,可以准备下一盘需生产的光纤和收线盘具放在相应设备旁边的架子上,注意:只能由一盘光纤和一个收线盘具。
(注意:在观察排线时应戴上护目镜,以免光纤发生意外断纤时光纤断头伤到眼睛)
5 生产结束
5.1 当设置长度将要到达时,设备会匀速降速直至停车。取一米样品用于自检,将着色光纤用保护罩罩上,然后从收线架上取下并放到光纤运输车上。
(注意:操作人员必须通过保护罩拿取或搬运光纤)
5.2 取下模具,拆卸模具,将模具放入丙酮溶液中浸泡5分钟后放入模具清洗机中清洗。12芯光缆
(注意:操作时应戴上一次性手套)
5.3 对下盘着色纤的样品进行固化性能自检。当所有自检项目合格后,填写并粘贴生产标签。
(注意:进行固化性能自检时应戴上一次性手套,且测试完后应立即将浸有丙酮的绸布丢入带盖的垃圾桶内)
5.4 将包装好的着色纤送中检测试。测试合格后,进行合格品标识,着色Forman检查光纤颜色,盘具上的标识信息,确认无误后收货并打印收货标识,检查收货标识无误后贴在盘具上入库。
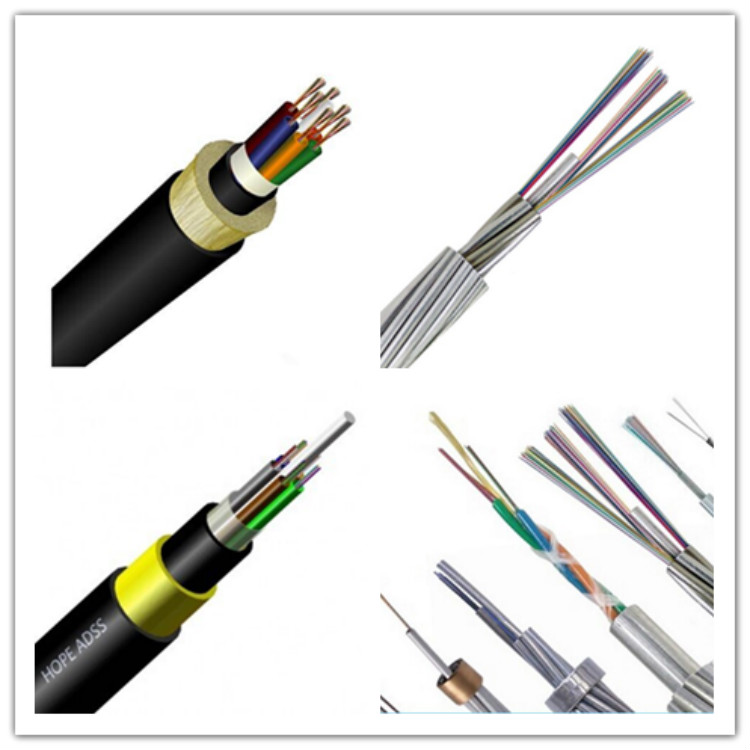
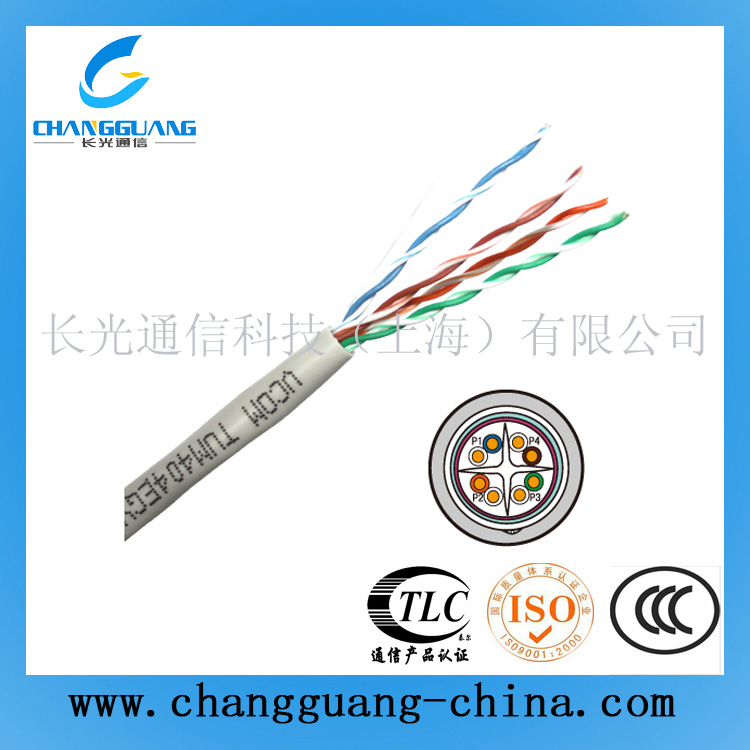
如果您有需要了解我们的产品ADSS光缆、OPGW光缆或ADSS光缆价格,请联系我们:
业务手机:13122325273
电话:021-31601303
公司传真:021-59530750
公司地址:上海市嘉定区城中路39号
公司名称:长光通信科技(上海)有限公司
返回首页